
1. Wax Injection
The process begins with production of a heat disposable pattern. This pattern is usually made by injecting wax into a metal die or mold. Pattern is injected in Horizontal Automatic Injection Machine. Water Cooling system is provided to reduce cycle time and to achieve dimension control of Pattern. For very close dimension control pattern resting gauges also used.

2. Pattern Assembly
The wax patterns are attached by the gate to a central wax runner system. The runner system is called a sprue. Patterns, runners, and pouring cup compromise the cluster or tree. Radius is provided to all joints between pattern and runner. Same checked thoroughly before coating to avoid rejection due to sand inclusions

3. Shell Building
The shell building technique involves dipping the assembly into a ceramic slurry and then into a bed of extremely fine sand. After drying, the process is repeated. Up to 4 to 6 layers may be applied in this manner. All Shell dried in Air Conditions in close range of temp. (22 – 26º C) & Humidity. We also used Organic Fiber in secondary slurry bath to reduced cycle time and no. of coats. It also helps in improvement of permeability of shells.

4. Dewax Operation
Completed shell is placed in a steam autoclave where the pattern melts and runs out through the gates and pouring cup. Auto clave dewaxing operation maintain quality of wax compare to convensonal dewaxing process.
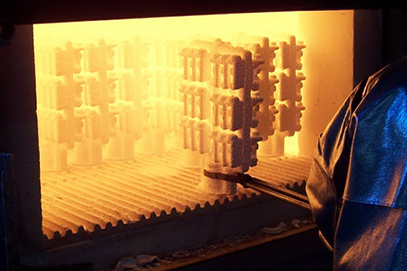
5. Shell Pre Heating
The ceramic shell molds must be fired to burn out the last traces of pattern material and to preheat the mold in preparation for casting, usually in the range of 800 to 1100 degrees centigrade. Amtech use rotary hearth furnesh with three burners which gives very much close control in shell temperature.

6. Metal Pouring
The preheated shell is filled with molten metal by gravity pouring. As the metal cools, the parts, gates, sprue, and pouring cup become one solid casting.

7. Gate/Riser Cutting
After the metal solidifies and cools, the ceramic shell is then removed by vibratory methods or water blasting

8. Heat Treatment
Casting to be shot Blasted to remove all small ceramic particles. Amtech also can supply casting with glass bead blasting or sand blasting if customer require.

9. Shot Blasting
Individual casting are removed from the cluster by means of a cut off wheel or weld cutting

10. Finishing Operation
Remaining gate protrusions are removed by belt grinding.

11. Final Casting Inspection
Casting is Heat Treated as per Specifications in 1 ton. capacity heat treatment furnace. Same has been calibrated as per standard APA 6 A.
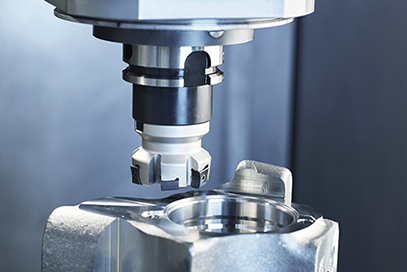
12. Machining
Finally casting is dimensionally and visually inspected, packed as per customer specification and dispatched. Before Despatch All testing to be done like Die Penetrate Test, Magnetic Particle Test, Radiography Test etc. based on customer specification.

